The fabrication drawing below is one I made up from the mounting drawing in an original manual, scaling unknown dimensions from those shown. This method of replicating the mounts is often the only way to do it, the actual mounts (and drawings for them) having been deep-sixed ages ago.
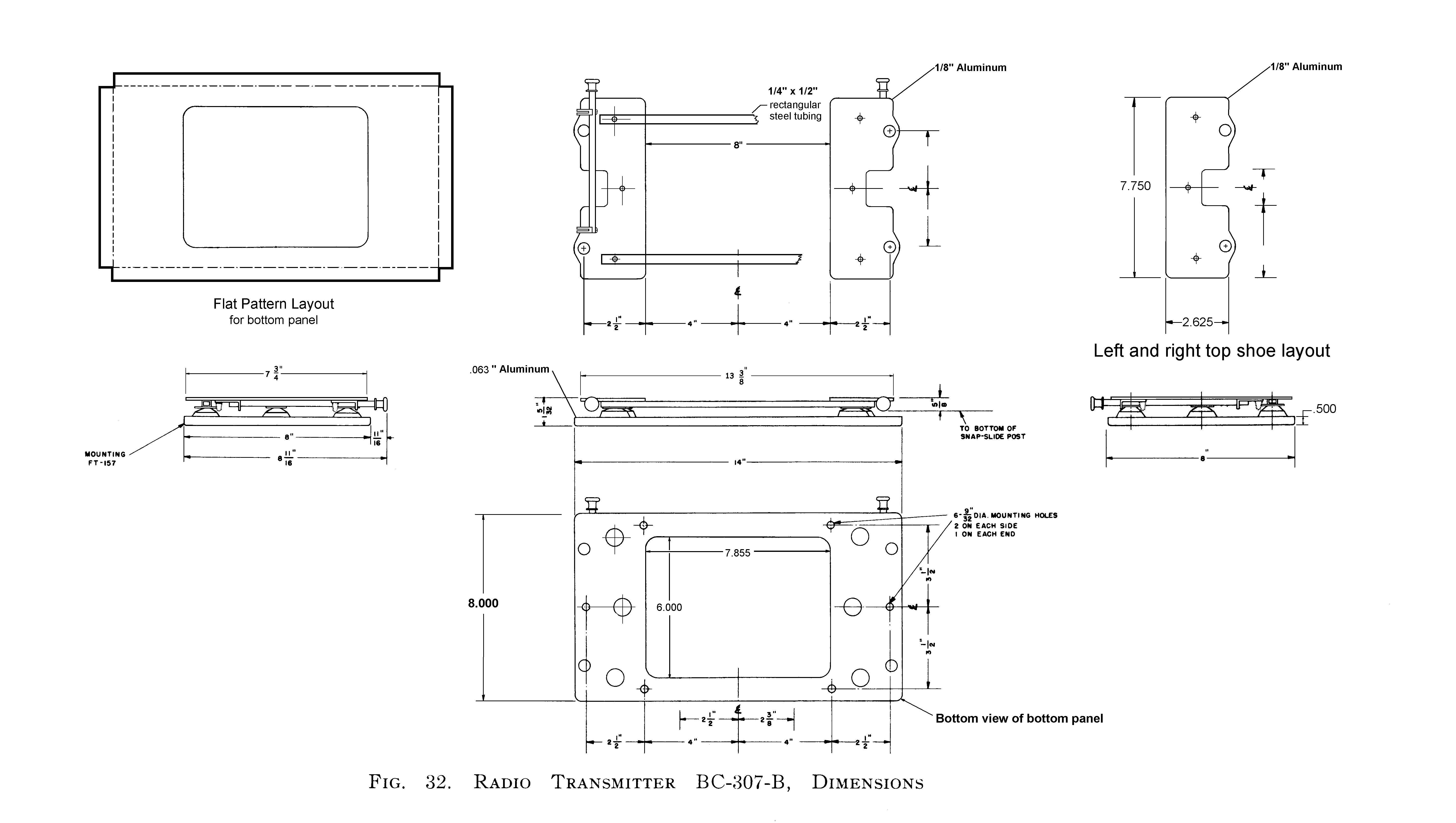
Now, it is certainly possible to mill out male and female dies from tool steel and press the tray into final shape in the same way it was originally made. A quick check of the pressures required showed using that approach would exceed the capacity of the 12 ton hydraulic press in the shop, though. Looking at some of the later mounts used in WWII, I noticed that many of them simply folded a half inch lip, sometimes welding the resulting seam, sometimes not. After acquiring the Di-Acro press brake to make the initial outside lip bends. The aluminum used needs to be one of the easily formed alloys like 5052.