Hardinge Spindle Bearing Replacement
By "Gunner Asch"
[Webmaster's note: I corresponded with Mark (Gunner) a number of times on this outstanding procedure, originally posted in the Rec.Crafts.Metalworking usegroup. I was primarily interested in any potential changes needed for an HLV-H, and in clarifying some questions I had about certain statements which were not clear to me, but the details and clarifications he gave me seem to be applicable to most of the original list of Hardinge products. These changes are incorporated in the procedure below. This is not a difficult process, but it does require an understanding of basic machining and maintenance techniques. The main intent is to give the reader the level of confidence needed to do the job himself.]
"Here is how I do spindle bearings on DVs, AHC/HC, etc. Please note that this is written with the later "two bearing" design in mind. Some older Hardinge lathes, such as the HLV-B, use three bearings on the spindle – an angular contact pair on the front and a less expensive ball bearing at the rear. In this design, all of the axial force on the spindle is absorbed by the front bearing pair. That is, they act as a thrust bearing as well. The rear bearing is designed in such a way that it is captive along the spindle but the outer race floats inside the bore of the headstock. On that spindle, it is a pain because there are two locking ring nuts at the extreme left end that hold the entire stack of inner races and spacers tight on the spindle. These nuts are a castellated affair that is recessed inside the headstock casting, and requires a special wrench to be fabricated, while the later nuts are conventional pin types. Hardinge does improve their designs as they go!
Step by step procedure:
1. Remove collet closer assembly.
2. Remove bakelite/nylon/aluminum handwheel (if equipped). A couple of tapered wooden framing shims are useful for getting the plastic types off.
3. Remove rear cover over spindle pulley (if equipped…usually on DSMs, HC/AHC. It has two small Allen screws diametrically opposed. Loosen them up and tap the cover with a soft hammer. It should come loose. Put an Allen wrench in one of the screws and pull while you are tapping.) On the HLV machines, it will be necessary to remove the gearbox casting on the left end to gain needed access to the spindle.
4. The drive pulley is now exposed. Open motor compartment, and remove the nut from the elevator screw on the motor plate. Lift the motor plate (heavy) and place a chunk of 4x4 under it, making sure it doesn’t shift.
5. If the lathe has an electric brake, remove the two cap screws holding it down and get it out of the way.
6. Remove the primary drive belt from the motor pulley.
7. The variable speed drive yoke floats free. Push the axle towards the tailstock. Sometimes it’s helpful to tie a piece of strong wire to the yoke and lift it up, securing it so the tension is off the secondary belt. The remote speed control units like the HLV-H have a motor driven jackscrew that you can raise the yoke with.
8. Pushing the axle as far to the right as possible allows the axle to come completely out of the left bearing, leaving a gap big enough to slip the flat belt out.
9. Once the belts are removed, check the disk bronze center for slop...often they are worn and will cause vibration at high speeds. They can be bored and bushed if needed.
10. Using a couple stiff wire hooks, lift the secondary flat belt from the spindle pulley, and holding your tongue in the proper corner of your mouth, pull it out the top of the headstock (the rear opening or end, as appropriate.) Note that on earlier models of the HLV-H, you must also remove the reverse tumbler gear to get the belt entirely out of the machine. The manual will show you the short procedure for that.
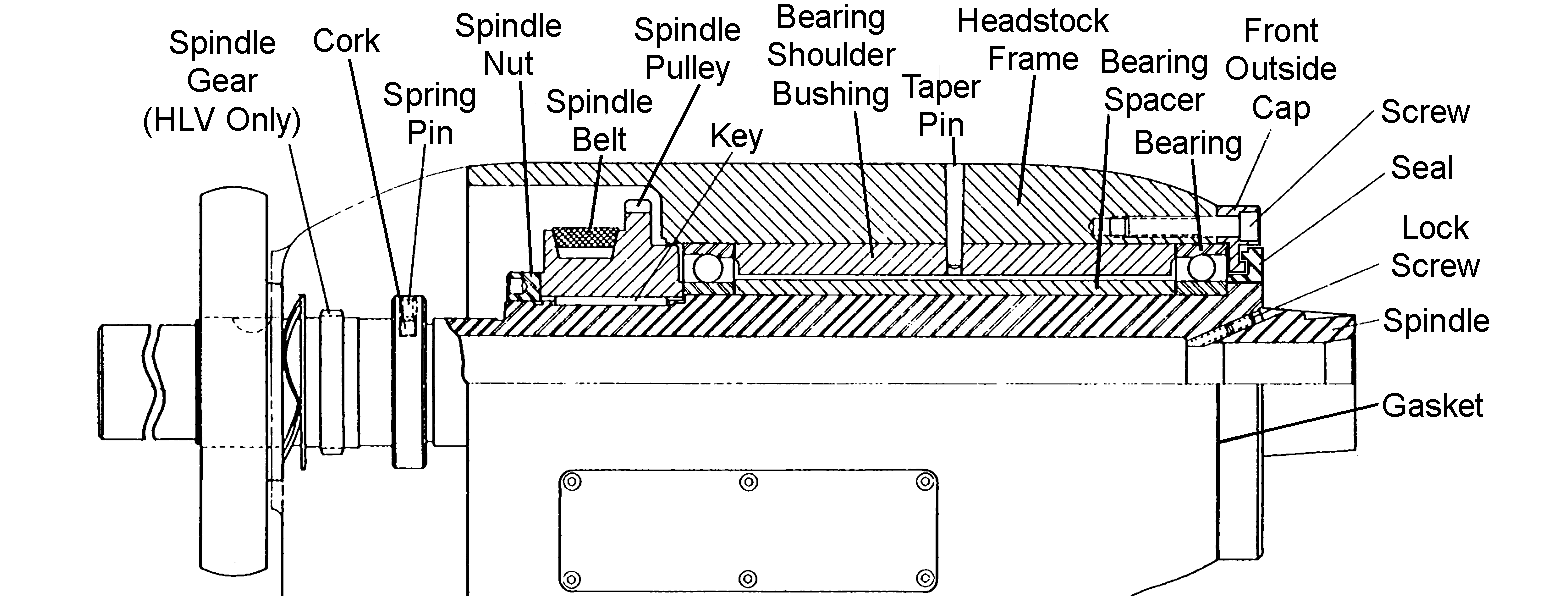
11. Using a pin wrench, remove the nut (called a "spindle nut" in the Hardinge HLV-H parts manual - see drawing below) holding the spindle pulley to the spindle.
12. Tricky part here - sometimes the spindle pulley comes out very easily. Sometimes it’s a bitch. It’s cast iron so be damned careful on the next few steps or you will crack the pulley.
A. You can sometimes use the flat end of a crowbar, from the motor compartment, to free the pulley. Careful where you put it! Make sure you get behind the body of the pulley! Any pressure on the flange around the belt groove will break the pulley.
B. I use a puller made from a chunk of 1" x 1" x 4" CRS with two holes spaced the diameter of the pulley, inserting two pieces of 3/16" all thread and a couple of nuts and washers to pull sticky pulleys. Place a thin piece of wood on the end of the spindle, place the bar on the wood and place a nut and washer on the end of each piece of all thread and get them behind the pulley. You can use the spindle lock slots in the flange to get the washers closer to the center of the spindle. Put a nut on each section of all thread, and tighten them down, using the CRS bar as the puller, and jack the pulley from the spindle.
13. There is a 3/16 key, so save it with the pulley. I like to buff up the inner bore of the pulley with Scotchbrite so it’s a clean slip fit on the spindle.
14. The rear (left hand) bearing is now exposed. This bearing seems to go bad more frequently than the front one, perhaps because the ubiquitous belt dust more common with vari-speed drives and dirty shop air can enter it more easily. The back face of the belt pulley and small gaps is its only real protection – not as good as an integral dust shield. There is a basic labyrinth type of arrangement on the front nose ring that reduces debris penetration, especially if the optional splash shield is routinely used.
15. Use a block of wood as a cushion and thump the spindle toward the tailstock. It will move out of the headstock, leaving the bearings and spindle nose ring behind.
16. Remove the spindle carefully, and place it in a safe secure place. It’s as hard as a whore’s heart, but dropping it will damage the nose or threads.
17. Remove the nose ring from the front of the headstock. You can try to save the gasket if possible, but it's not expensive from Hardinge. If not, manila file folder stock is about the right thickness.
18. You can now see both the front and rear bearing inside the headstock plus the preload cylinder suspended between them.
19. Take a steel rod, extend it through the front (right hand) bearing and gently tap around the center race of the rear (left hand) bearing, driving it outwards to the left. You may have to gently offset the preload cylinder radially a smidgen to get access to the edge of the inner race and have a lip visible to drive against, since the inner race is close to the same ID as the cylinder. Normally it will drop a little once the spindle is removed. As you tap out the inner race, chances are good that the race will come unglued and all the balls will fall out, ditto with the front (right hand) bearing. That’s normal and not a cause for concern. Occasionally with luck, the outer race will come out with the inner one, but don’t count on it.
20. Reverse the process, and do the same for the front bearing.
21. Make a stiff tool from 1/2" bar stock, like a long chisel with a 45o bend in one end and a semi-circular wood chisel end ground on it. It needs to be at least 2" longer than the headstock and have an offset length of perhaps 3/4". Make the bend first, and then cut the short end to final length and grind the chisel end. It just needs to clear the ID of the outer race and reach down to the race surface itself. I have made several types of tools, and this is as easy as any to make.
22. Steps 19/20 left the outer races from the spindle bearings still in the headstock, and the tool in step 21 is used to go through the headstock and push against the outer race of the opposite bearing. Since the diameter of the headstock bore that forms the inner shoulder of the bearing seat is close to the ID of the outer race, there isn’t much purchase to drive against, looking from the opposite end. Someone to help you on the other end to keep the chisel in the groove will help, but you can do it yourself with a little care. I generally grind a sharp lip in the race, at 12 & 6 o’clock, to have something to ping on. A Dremel works as well as anything to do this. Stack three little Dremel cutoff tools on an arbor and go at it – that will be about right to make a groove top and bottom in the race. It will also make your work in keeping the entire area ultra-clean more difficult because of the grinding particles, but that's the way it goes. An expanding arbor with a slide hammer is another possibility, but any expansion of the bearing also makes it harder to remove. The fit of the outer race in the headstock is not quite as tight as the fit of the inner race on the spindle - that's what makes this approach feasible.
23. Put the tip of your tool through the headstock and place it in the groove you have made in the opposite race. Tap it free, alternately using the 12 & 6 o’clock flats to drive it out. The outer race should not be all that tight in its housing – if it gets stuck it’s probably because it has become cocked in the bore from too much tapping on one side or the other.
24. Repeat on the other race.
25. Go have lunch. The fun is now starting.
26. Clean everything! Clean the headstock, clean the spindle, clean the preload cylinder, buff out the pulley so it slips cleanly on the spindle. Cleanliness is paramount here! A microscopic piece of dirt or grinding grit here can get into your new $500+ bearings and eventually bugger one of them up. I tend to find a worktop close by and clean it completely, then cover it with the disposable blue shop towels, as they have minimal lint. Stand the spindle on its nose out of the way.
27. There is a weep hole at the 6 o’clock position on the tool (tailstock) end of the headstock bore. Make sure it’s free of debris - blow it out with air.
28. Clean the front nose ring - make sure it’s free of swarf. If you have another lathe handy you can polish it up to look as good as the taper nose on the spindle. Buy or make a new gasket if necessary.
29. Grab a soda, and inspect the front ring. Note that it has an indexing pin. When you install the ring, make damned sure it’s indexed correctly, or you will crack this cast iron ring!
30. Set your bearings out at hand, but leave them in the wrappers. Make a clear workspace to work in.
31. Using a magic marker, and the spindle key screw as a handy reference point, draw a line from one end of the spindle to the other. The spindle key is USUALLY inline with the keyway on the other end of the spindle, but I’ve seen them 180o off.
32. Gather up either a paint stripper heat gun, or a lamp with a 100 watt bulb that can be mounted in the vertical position. An old bedside lamp is fine.
33. Go wash your hands. Make sure all debris is gone, and your workspace is covered with clean paper towels or newspaper. CLEAN!
34. Open ONE bearing. Inspect it. Note where the "*" or "o" are on the inner and outer races (they usually are on the small gap or inner side.) These witness marks indicate the most accurate position of the bearings (both pair), as they were ground together. These spindle bearings are accurate to millionths of an inch and cost a decent paycheck, so handle them carefully! Some replacement bearings only have the witness mark on the inner race, and lately I've been running into bearings without any witness marks at all. On these, I just align the bearing ID numbers. Whatever the convention used by the bearing manufacturer, the alignment principles are the same.
35. Note that these Angular Contact bearings have a wide race gap on one side, and a narrower gap on the other. The gap looks sort of like "<". The bearing arrangement is ">===<".
36. Make some sort of mark with permanent marker on the narrow gapped side of the bearing, and then put it back into its envelope, and set it aside. This is sort of a flag to look for when you install the right hand bearing on the spindle. If you don’t see it again when you first slide it down onto the spindle, something is wrong! More on that later.
37. With the spindle on its nose, spray it with WD-40 or the like, and gently slip the preload cylinder over the spindle. It is almost an interference fit, so it is VERY touchy going on. DO NOT FORCE IT. You may have to play with it for a bit before it will slide down the spindle. Make sure when it does, that it moves freely. It will have the fine feel of a hydraulic cylinder as it slides and rotates. If you feel any resistance, look for burrs you may have raised in disassembly. Remove them gently with a fine stone.
38. Remove the preload cylinder, and set it aside in your clean area.
40. This is where it gets a bit more complicated. Get all extraneous thoughts and business taken care of. Go take a break and relax.
41. If the bearings came prelubed, great! If not (usually) it’s now time to grease them. These bearings are made with extreme precision and are physically quite large for 3,000 RPM speeds, so you must fill them ONLY 1/3 Full! Treating them like wheel bearings, which are smaller and run at much lower speeds, will cause a good amount of heat build-up when in operation. Use only a HIGH quality grease. Your bearing supplier can give you a small amount (bring a small clean zip lock bag when you pick up your bearings) of the best bearing grease he has. Sometimes you can order the bearings pre-greased, and you should try to get them this way when you order them. If not, using the old palm of the hand trick, fill the first bearing 1/3 full. It’s not critical, but do your best to not overfill the bearing. The ones coming pregreased with a special tool by the bearing supplier have a surprisingly small amount in them…you can actually see open spaces between the some of the balls!
42. Wipe the excess grease off the inner and outer race with a CLEAN paper towel, then set it back into its envelope.
43. Place the spindle on its nose, and slide the front spindle nose ring down the spindle (Hardinge calls this nose ring a "front outside cap" in the drawing below), making sure you have the correct side out. It has a groove that almost, but not quite, touches a ring on the "seal" that is a part of the spindle nose, the two parts forming a labyrinth seal. Place your gasket on the back of the ring. Line it up and use a THIN dab of grease to hold it in place, with the holes lined up (index pin hole too!)
44. Now it’s time to heat the bearing. You can use a bearing heater, or place the bearing on a regular 100 watt light bulb, or use a heat gun. Ideally, you only want to heat the inner race, but that’s a function of time and heat flow from the inner to the outer race, so don’t worry about it too much. Heat that sucker up till it’s almost too hot to touch. Look at this bearing. It is the bearing that gives you ALL the accuracy the lathe is capable of. Make sure that the wide gap is pointed down, and the magic marker mark that you put on it earlier as a reminder is where you can see it. Locate the "*" or "o" (or ID numbers if no witness mark) on the inner race. This is going to get lined up with the longitudinal line you earlier put on the spindle.
45. Make a couple dry runs while the bearing is heating. Take an imaginary bearing from the heat source, and slide it down the spindle. Keep a smooth faced steel rod handy, about 6" long, and at least 1/4" in diameter. More on this later.
46. When the bearing is HOT, make sure the wide gap is down or away from you. Take a deep breath, and remove it from the heat source. Line up BOTH of the "*" on the inner and outer races with each other and the line you drew on the spindle, and smoothly slide it down the spindle to the front ring. It will be snug in a couple places. If it hangs, use the 1/4" rod mentioned above to tap the INNER race and drive it down the spindle. Tap EASY. The bearing should go against the back of the spindle nose ring.
47. Step back and take a deep breath and relax.
48. Slide the preload cylinder (Hardinge calls this the "bearing spacer") down the spindle, (spray the ID with WD-40 before you start) and use it to tap the bearing down all the way home. Lift the preload cylinder to make sure both "*" are lined up, and then draw a line on the top of the outer race in line with them. Please note that some replacement bearings do NOT have a witness mark on the outer race.
49. Wrap the spindle assembly in a clean paper towel and go grab a coke. The longer you wait now, the more the bearing will cool down, giving you more clearance between it and the headstock. After cleaning up the workspace again, you might want to consider slipping a couple of bare 100 watt light bulbs into the headstock bearing housing to warm it up and expand it slightly. It will take several hours to do this, preferably overnight. A clean furniture moving pad placed over the headstock will reduce heat loss overnight and help raise the temperature more rapidly. This step is not very practical with a paying bearing replacement job, but if it’s your hobby lathe it will reduce the effort of installing the bearings, especially on the left side. Heating the bearings to install them on the spindle will expand them and will therefore make a similar expansion of the headstock bore a good thing to do if time permits. This should be done at this point if done at all. Ideally, you should finish through this step in the evening, insert the bulbs in the headstock, and then knock off for the night, allowing all night for headstock expansion, and for the right hand bearing and spindle to cool down.
50. Next morning, remove the headstock light bulb heaters, if used. Again, they’re not essential and not normally used
in commercial replacement jobs, but a tiny expansion of the headstock bore does help very slightly in terms of the force needed
to seat the bearings. Every little bit helps. Check the bore and bearing recesses in the headstock again. Wipe them out one last time.
In the next few steps it may be useful to refer to this cutaway drawing. The "seal" on the right hand side of the spindle is actually
pressed on and machined as part of the spindle to form a simple single step labyrinth seal with the 'front outside cap' in order to
keep swarf out of the bearing. It seems to work well, as bearings usually last twenty years or so.
51. Slide the spindle assembly into the headstock from the right. Make sure your gasket is located correctly - look for the index pin to be lined up correctly and the weep hole lined up. Use the cap screws from the front outside cap to pull the spindle assembly into the headstock and snug it home. You will, of course, have oriented the line you drew on the top of the race at 12 o’clock, making sure the spindle key is also at 12 o’clock (this keeps both inner and outer races lined up.) At this point the spindle will be cantilevered from the right end of the headstock and stick out of the left side of the headstock without any support.
52. Go wash your hands, clean your workspace of any debris.
53. Open and lube the second bearing. Same 1/3 fill if purchased dry. Place on the bearing heater.
54. While it’s heating, wipe out the left bearing recess of the headstock once again, working from the left side of the tailstock.
55. Make sure the wide gap side of the bearing is facing you, or up. Align and mark the "*" marks, and mark them on the opposite side of the bearing so you can see them (they usually are on the small gap or inner side). Make sure your spindle mark is at 12 o’clock.
56. When the bearing is hot, line up your marks at 12 o’clock, and slide it onto the spindle and into the rear bearing housing. The housing should still be hot from the all-night heating. Now you will have to tap the bearing into the headstock. Use a clean STEEL drift, preferably with a large spherical radius ground on the end to eliminate pressure point dings with the inevitable slight cocking of the drift in doing it by hand. No brass or aluminum – a chip from the face of one of them can be fatal to the bearing. Tap alternately around the inner and outer races with the steel drift, gently, until the bearing is fully into the headstock. The bearing usually ends up about 1/8" below the bore hole rim (or a smidge more). You will be able to feel or hear the difference in the taps as the inner and outer races hit bottom. The outer race contacts the 'bearing shoulder bushing' on the above drawing; the inner race contacts the back of the preload cylinder ("bearing spacer" on the drawing). In theory, you should probably try to keep the outer race microscopically "ahead" of the inner race during the driving process so the balls aren’t hammering into the outer race when you tap on the inner one, but if the clearances and temperatures are right and there are no burrs, not much force is required for each tap. The other alternative is to turn a steel cylinder to contact both the inner and outer race at the same time and use this to drive the bearing on, but the size of this tool (~4.32" OD, ~2.76" ID for the HLV-H) may be beyond the average home shop. It has to slide over the left end of the spindle and have an extension pipe beyond the end of the spindle to permit driving with a hammer - a dead blow hammer is preferable. It also has a greater potential for allowing cocking in the initial few thousandths of driving, depending on how you locate it during the driving process...there is little visibility inside the headstock with that driver in there. With care, the steel rod method will work fine, and you can see and measure the bearing's progress. Just don't wail away at the hammer...always use gentle taps. Remember that you are ultimately driving the inner race of the left hand bearing against the inner race of the right hand bearing and on into its outer race, which is finally restrained by the front outside cap nose ring that is bolted to the headstock. If you have one handy, placing a chuck on the right hand end of the spindle once the left hand bearing is started in its bore, will add to the total spindle inertial mass and reduce the effect of driving against that right hand bearing inner race.
57. Relax. The hard stuff is done.
58. Install your pulley key in the spindle, then slide the pulley over it. You sometimes have to play with it a bit. Rounding the face of the key sometimes helps get it all lined up, then press the pulley home. Don’t hammer on it! It should slide home with little effort.
59. Install your spindle nut. Tighten it with your pin spanner until it stops. Back it off, and tighten it again, by hand. This helps make sure the rear (left hand) bearing is fully home. Back the nut off again, then tighten it "handy" plus a smidge more, by hand. It gets installed a lot looser than you would think. Lightly snug, period. This completes the bearing replacement portion of your work. The rest is simply reassembly of the lathe.
60. You will have checked your belts for wear or cracking when you removed them earlier, so grab the secondary belt, and slip it past the spindle and down the inside of the headstock. Open the motor compartment door, and reach up the well and pull the belt down. Slip the belt over the spindle pulley.
61. Install the belts on the vari-drive, then push the axle back into place. Release the yoke if you tied it up. (Be careful, it will be heavy when you let it go.)
62. Slip the primary belt onto the motor pulley, reinstall your brake if you have one, and then remove the 4x4. Use a crowbar to lift the motor plate to remove the 4x4.
63. Turn the lathe on, and run it at a couple hundred rpm for a few seconds to get the belts seated in the vari-drive. Turn it off.
64. Using the adjustment bolt at the front or rear of the motor plate, lift or lower the motor plate to give no more than 1 1/8" deflection of the primary drive belt, then install the lock nut and tighten it. This adjustment bolt has a washer under the motor plate, a rubber washer, then the plate, then another rubber washer, then the lock nut. The rubber washers are often bad, but can be made from any rubber sheet scrap. While writing this bearing change FAQ, a couple other vibration sources crossed my mind. Most Hardinge motor plates are suspended on one end by two bolts that ride inside a pair of rubber liners in the cast iron motor plate. These often are bad from years of oil and coolant. Hardinge sells them cheaply enough, but you can make your own from rubber lab stoppers or similar material. Remove the primary drive belt from the motor and run the motor at various speeds. If the problem is an out of balance motor or drive pulley, it’s easily spotted this way. Most rumble or vibration comes from the vari-drive though, with either a worn center plate, or worn bearings in the yoke. Easy enough to replace or repair. If you place a glass of water on the headstock, and see vibration rings in the water, its time to look for the cause. If only tiny rings show, don’t worry about it unless it’s showing up in the surface finish.
65. Install the rear cover or hand wheel, then your collet closer.
IMPORTANT! You must run the bearings in!!
66. Run the lathe at 500 rpm for 30-45 minutes, increase to 1,000 rpm for 30-45, then 1,500, etc. Check the temperature of the headstock over the bearing locations. It will probably start to warm up at 2,000 rpm, but should never get much over body temperature.
When you have run the lathe at 3,000 rpm for 30-45 min. you are ready to rock and roll. After a couple weeks of running, you can indicate the spindle nose for in and out play. If you find .001 or more endplay, you might consider tightening up the spindle nut a smidge. This requires removal of the handwheel, but isn't a big job. NEVER tighten it up tight - just snug.
Writing this took longer than the job takes me, but it’s not rocket science. Cleanliness and thinking ahead and planning out exactly what you are going to do, each step of the way, is vital. You only get one shot at putting these damned expensive bearings in. Once you have done it, you should not have to do it again for another twenty years. or so."
- Gunner