Sheet metal bending
A class of tools by themselves, machines for bending sheet metal are just about mandatory for any serious
restoration activity. Many of the parts, especially those in Navy radios and mounts, are composed of stainless,
a particularly tough metal that places unusual demands on the task of shaping it to a dimension. This old Di-Acro finger
brake handles anything up to .063" with no problem. Sometimes called a pan and box brake, it has various sized "fingers"
which allow clearance for the sides of boxes and the like necessary in the final bends to make a chassis, for example.
I'm in the final stages of restoration on this one...sheet metal tools are often abused by their operators over the years,
and this one was no exception. You can see three of the fingers mounted on the far end of the machine. A full lineup of 24"
has since joined them. The stand is a home-made one, not the pricey Di-Acro model. A ring magnifier light added since the
photo was taken has been invaluable in enhancing the precision of bend dimensions...it is highly recommended. Also added were
three different thickness reinforcing bars that I fabricated for the front of the bending platen, from 1/4" to 2". They bolt onto the five
threaded holes on the front to give it rigidity with tougher steels.

Di-Acro 24" finger brake
*******************************************************************************************************
Another example of how a tool made in WWII can inexplicably become part of a radio hobby, this old 21"
Niagara bar folder is an interesting combination of ingenious mechanisms to make narrow (less than
2" wide flange) sheet metal bends. The only difference between a bar folder and a sheet metal
brake is the narrow depth capacity, a focus on making accurate sized flanges, and an ability
to bend considerably beyond 90 degrees in order to make seams for
interlocking sheets together, such as in air conditioning ductwork. It resembles the small brakes
sold by J.C. Whitney and Harbor Freight, but the resemblance is only superficial. The size of the
pivot bearings is close to the size of those on an engine crankshaft! As it turns out, most WWII
aircraft radios and mounts have maximum sheet metal dimensions of less than 21", so this is a
particularly useful tool. Like most of the wartime tools, this one had scant attention paid to finishing
touches - just a quick swipe with a grinder on casting flash, slap it together, and get it out the
door into production.
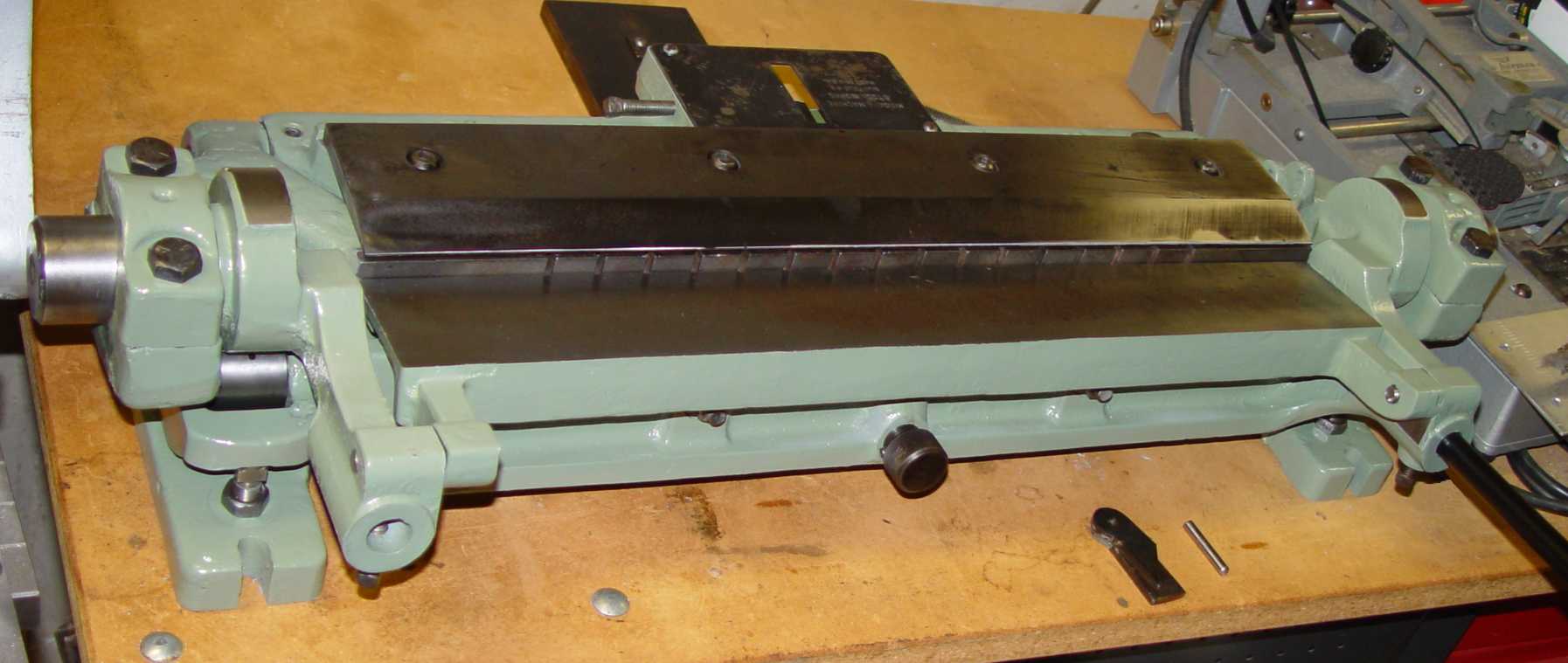
Overall view after restoration
After adjusting for stock thickness, setting the index for the desired depth of a flange and angle
of bend (from 0 to about 150 degrees), the folder is ready to go. Bar folders have a unique
single-action braking sequence that first grips the sheet metal tightly as the handle is turned
(through the large cams and follower rollers seen at each end of the platen holder), then lowers
the depth indexing teeth out of the way, and finally makes the bend - all in one smooth motion.
The black knurled knob in the lower center adjusts the height of the movable platen to set the
radius of bend - this one is dropped about 3/8" below the fixed top platen in this photo, providing
a 3/8" radius bend. An adjustment for thickness of the material to be folded is made by the two
vertical bolts visible just to the rear of the front mounting bolt slots. Depth of the flange is
established by a knurled knob at the rear of the top casting, unseen in this photo.
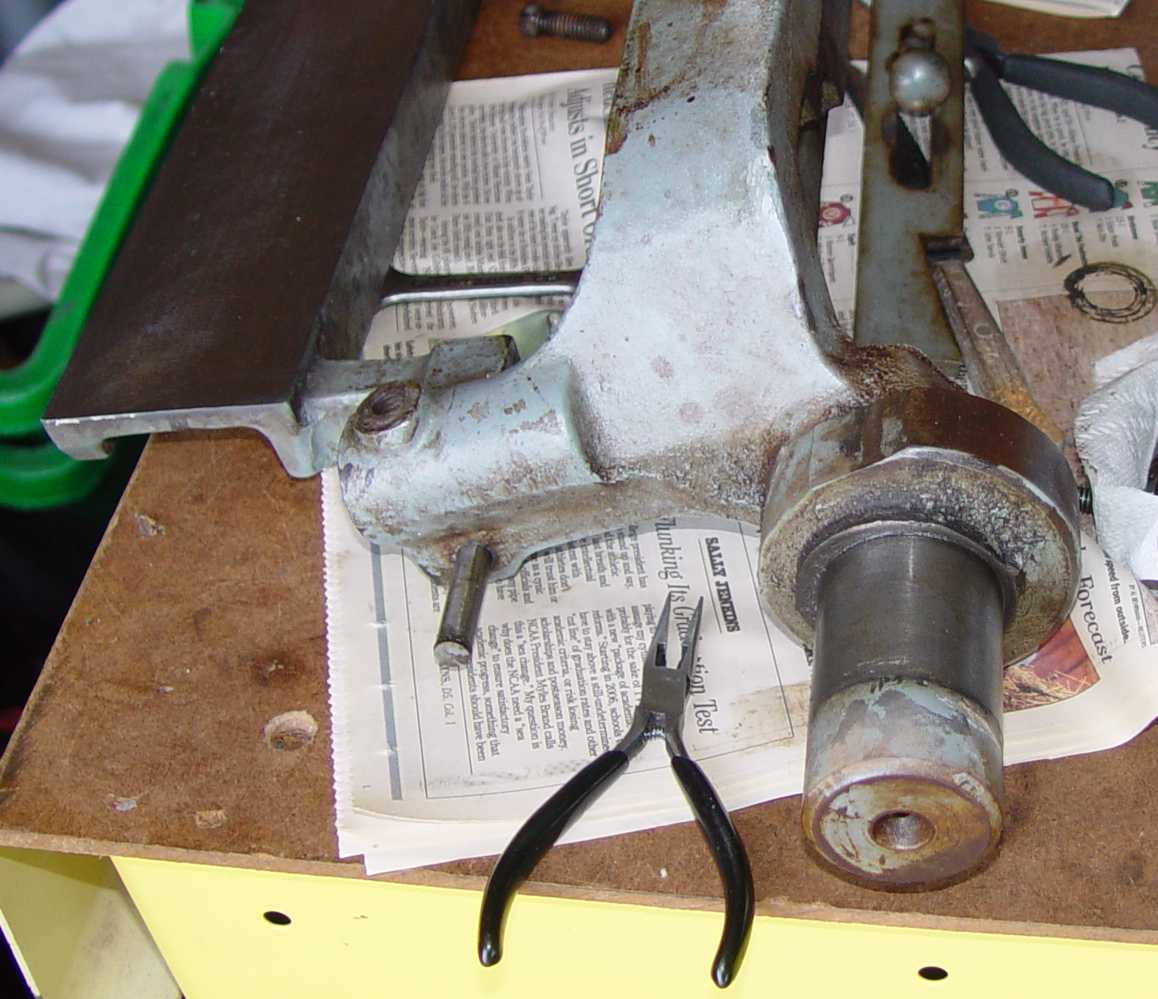
One of the two sizable brake platen pivot bearings - the brake platen is on the left side
Return to AAFRadio